热固性复合材料
热固性复合材料
根得公司专注于两种关键热固性复合材料,高压层压板 (HPL) 和低压层压板 (LPL)。
热固性硬质层压板是 复合材料 。按照定义,复合材料由两种或两种以上的材料组成。在大多数热固性硬质层压板中,主要材料包括基材或底材(例如纸、棉布或玻璃布),以及树脂或黏合剂(例如环氧树脂、三聚氰胺树脂或硅树脂)。在热固性硬质层压板的生产过程中,基材会被涂覆上一层黏合剂,使得多层材料能够在热和压力作用下被压制成片状。
热固性材料是由树脂和基材组成的强度材料。它们在高温下不会熔化,且无法重新成型。此类材料本身具有刚性,易于机械加工。由于这些材料常用于电气设备,美国电气制造商协会 ( NEMA ) 制定了行业标准,为各类材料规定了按性能划分的最低测试值。热固性材料通常通过 NEMA 等级来进行标识。
根得公司专注于两种关键热固性复合材料,高压层压板 (HPL) 和低压层压板 (LPL)。
我们也是北美最大的缠绕管和拉挤型材制造商之一,拥有多家具备相关能力的工厂。此外,我们还能够提供模压成型部件和树脂传递模塑部件 (RTM)、卷管、热压罐,以及手糊与喷涂件。我们拥有必要的资源和能力,快速开发,高效生产。
高压层压板
高压层压板可以使用多种基材,如牛皮纸、云母纸、帆布、亚麻 (棉) 布或玻璃布。
高压层压板制造过程中常用的树脂包括酚醛树脂、环氧树脂、三聚氰胺树脂、硅树脂和聚酰亚胺树脂。该工艺能够赋予材料极高的机械强度,尤其是抗压强度。高压层压板还具有出色的介电强度和电气性能。不同的基材与树脂组合会呈现出不同的性能特性。

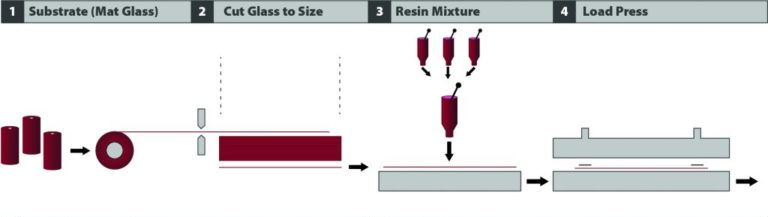
高压热固性层压板的制造,从根据具体应用领域,选择合适的基材和树脂开始。我们生产所有高压热固性层压材料,都遵循以下的基本工艺流程:
-
步骤1) 纸张或玻璃布等基材会以母卷形式运送至工厂,其厚度范围为 0.003 英寸至 0.010 英寸。
-
步骤2) 基材经过树脂浸渍后,会进入烘箱进行处理,以除去树脂中的溶剂,并使树脂在基材上的分布量得到精确控制。
-
步骤3) 在基材浸渍后,通过处理炉去除树脂溶剂,并精确分配基材上正确数量的树脂。
- 步骤4) 处理后,该复合材料到达“B 阶段”。B 阶段的复合材料随后会根据需要被切割至指定尺寸,并根据所需厚度进行堆叠(预叠层)。随后,这些材料会被送入层压机进行加压层压。

-
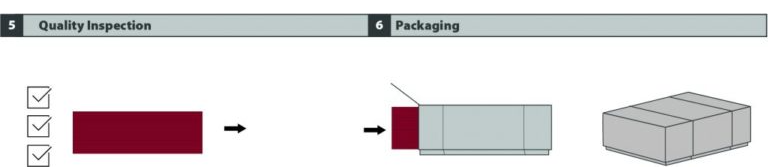
步骤5) 切割至尺寸的预叠层将在受热和加压条件下放入压机中,成为最终的层压板片材。典型的压机装载量可容纳8 英寸至 14 英寸厚度的片材叠层。根据所生产的等级,完全固化过程可能需要数小时。
-
步骤6) 对片材进行质量检验。许多样品会在实验室进行测试,以确保其符合相关规范。随后,这些片材将被包装并运送至我们的工厂,根据客户的图纸和技术要求加工成机械部件。
- 步骤7) 片材按批次进行标识,包装后运送至我们的工厂,根据客户的要求进行机械加工,制成最终部件。
与低压层压板的制造工艺相比,高压层压板的生产周期更长,但其机械强度也更高。高压层压工艺所形成的独特性能,使材料能够满足许多苛刻应用所需的特定性能要求。
查看我们的 材料数据表页面 ,了解更多有关高压层压板材料。
低压层压板
低压层压板通常使用玻纤毡作为基材。制造过程中常用的树脂包括聚酯树脂、乙烯基树脂和环氧树脂。
该工艺能够使材料同时具备优异的机械强度、介电性能和热性能。低压层压板制造工艺的一大优势在于可以使用多种填料和添加剂,从而赋予材料一系列所需的特性,例如阻燃性或耐电痕化性能。
制造低压热固性层压板片材的过程首先从选择合适的树脂配方开始,以满足特定应用所需的性能。我们的制造过程通常遵循以下基本步骤:
-
步骤1) 玻璃纤维连续毡以卷材形式运抵工厂。根据所生产的具体产品,这些玻纤毡在重量、结构、表面处理(Sizing)和厚度等方面有所不同。
-
步骤2) 玻纤毡被切割至指定长度,以形成不同层数的玻纤包(glass packages),其叠层结构取决于片材的厚度以及产品配方。
-
步骤3) 树脂被接收并储存在大型储罐中。根据材料等级的不同,树脂体系的成分可能多达 20 种。
-
步骤4) 将不同的树脂成分与各类填料和添加剂混合,赋予材料诸如耐电痕化、阻燃性和耐热性等性能。随后,树脂在具备数控称重系统的自动化压机装载台上被施加到玻纤包上,完成浸渍。